
Industrial Boilers
Skid-Mounted, Customized Industrial Boiler System Solutions
AirClean Energy makes industrial boiler systems easy to implement with custom-designed industrial boiler package solutions. Our high-efficiency, low emission boiler packages can include:
- Steam Turbine Generators
- Deaerators
- Economizers
- Feedwater Pumps
- Water Softeners and Chemical Injection
- Reverse Osmosis Water Treatment Systems
- Integrated Control Systems
Single Point of Contact & Service Guarantee
In addition to extensive industry experience and specialized product expertise, AirClean Energy offers you a dependable and knowledgeable single point of contact for your industrial boiler project. You won’t have the stress of dealing with numerous suppliers and figuring out how to make multiple components work together. Your package will be complete and seamlessly integrated into your process with service guaranteed.
Contact us today to discuss your industrial boiler project!
-
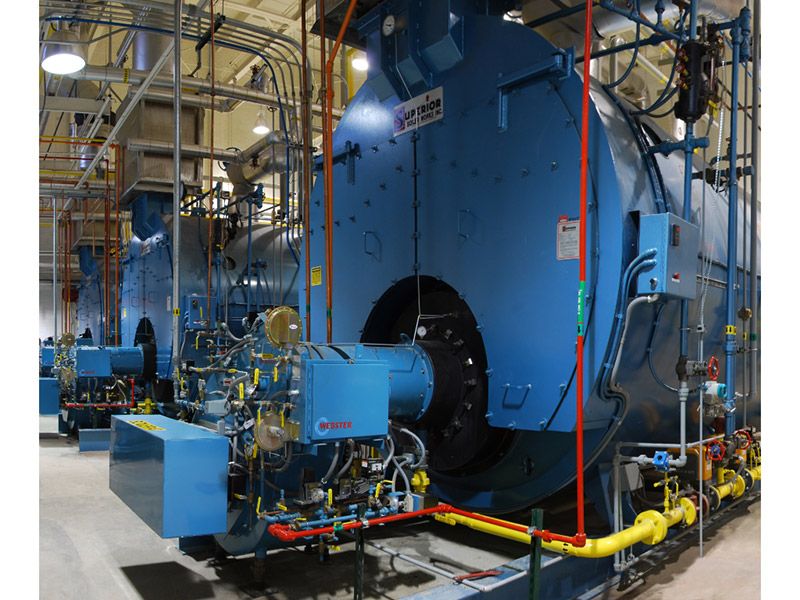

- Firetube Boilers
- Watertube Boilers
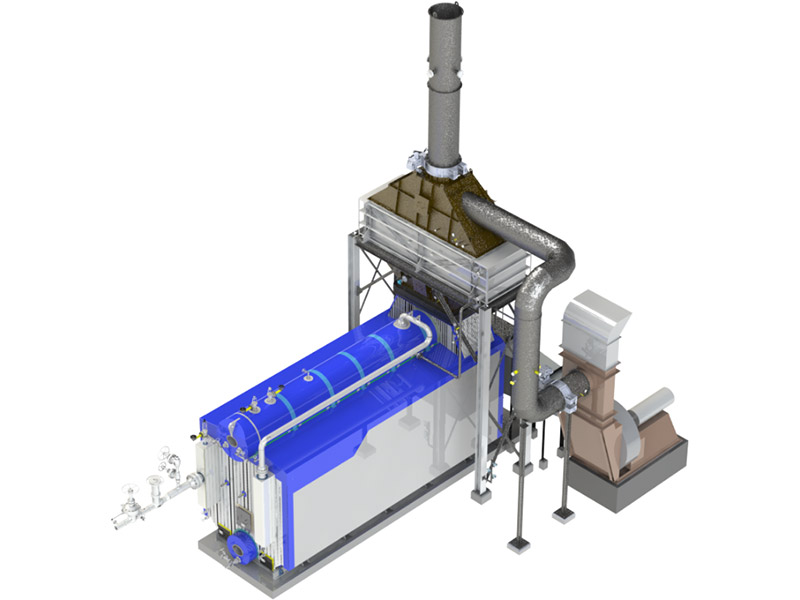
- Heat Recovery Boilers
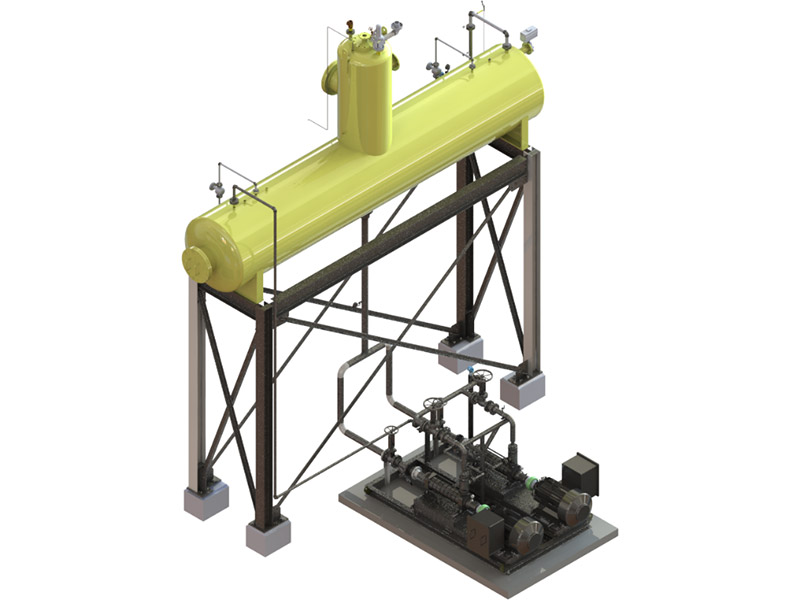
- Deaerators
- Economizers
Firetube boilers are ideal for smaller hot water and steam applications requiring 15-1,500 boiler HP (500-50,000 lb/hr). These units have a typical operating pressure no higher than 300 psig. Firetube and watertube boilers are distinguished from one another by the arrangement of the heat transfer surfaces inside the boiler. For a firetube boiler, water fills the shell of the boiler and the hot gas produced by the burner travels through smaller tubes within the shell, allowing the heat to pass out of the ‘fire tubes’ and into the surrounding water. The gas will typically pass through the water-filled shell one to three times, called passes, depending on the boiler design, before exiting through the stack. The back wall of the boiler can be insulated with refractory (‘dry-wall’) or water-filled to improve efficiency (‘wet-wall’).
Instead of pushing hot exhaust gas through small tubes in a larger water-filled vessel, a watertube boiler passes small tubes filled with water through the combustion chamber. As the system size increases, watertube boilers become more common, particularly for applications where high pressure (>300 psig) is desirable. Watertube boilers can be designed to include superheaters, allowing them to be used for a wide range of applications, from utility scale power generation to chemical production, pulp and paper, and more.
Sometimes called Waste Heat Recovery Boilers (WHRB’s) or Heat Recovery Steam Generators (HRSG’s), heat recovery boilers are specifically designed to take advantage of the heat left over from some process. The most common application is for combined cycled plants where a gas turbine is used to generate power. The exhaust from the turbine is put through a heat recovery boiler, increasing the overall efficiency of the cycle by taking advantage of heat which would otherwise be exhausted to the atmosphere. However, there are many industrial processes which exhaust hot gases at temperatures above 800°F (425°F) which could be made more efficient by adding a heat recovery boiler. For more information, see our Waste Heat Recovery solutions.
The biggest danger to any steam system is the presence of free oxygen, which, when combined with the heat of steam, becomes extremely reactive. The result is rapid corrosion on in the interior of the steam piping, leading to premature and sometimes dangerous failures. Therefore, it is in the interests of a steam system operator to include measures which reduce the oxygen and other non-condensable gases in the steam. One might wonder how air would get into the system in the first place. Just as there is always some water in the air, giving us non-zero humidity, fresh water typically has a non-trivial amount of oxygen, nitrogen and other gases dissolved in it. If you heat the water, these non-condensable gases will come out first. A deaerator is a small pressure vessel designed to do just that. The incoming feedwater is heated by a low-pressure steam flow up to the saturation point (212°F / 100°C at atmospheric pressure), driving out the non-condensable gases and preheating the water for entry into the boiler.
Even on small boiler applications, there is often a useful amount of heat escaping the through the boiler stack. This heat can be captured and used to preheat your boiler feedwater by using an economizer. This reduces the fuel required to bring the water up to the required temperature and pressure in the boiler. AirClean will help you select an economizer for your boiler which will improve your system efficiency, saving you money over the lifetime of your steam system.